Our company goes beyond manufacturing extended surface tubing. They are capable of seamlessly integrating it into a heat recovery system and delivering it as a complete unit. Just as we adhere to recognized BS and ASME quality standards in our tube manufacturing processes, they follow the same high-quality standards. They employ highly skilled certified welders and operate under strict guidelines to ensure top-notch results.
We firmly believe that the expertise and experience of Lord Fin Tube possesses in this field are unparalleled, making their service truly exceptional and unique. Major operators in various industries are likely to find their offerings highly valuable.
The production of high-frequency resistance welded finned tubing involves numerous technical challenges, and our team brings specialized expertise and extensive experience to tackle these issues effectively. To provide plant operators with insights into the process, we will discuss some key aspects:
Extended surface tubing resistance welding
High-frequency resistance welding typically utilizes a current operating at 450,000 Hz. This technique involves edge-winding the fin around the tube to create a continuous weld. During this process, the fins base widens due to the forming and welding, resulting in a contact area wider than the fin itself.
The primary purpose of the weld is to maintain contact between the fin and the tube, facilitating the transfer of heat across the entire interface rather than just through the weld itself. High-frequency current leads to localized heating of the tube surface and fin edge, promoting faster weld speeds and ease of welding with challenging material combinations.
The high-frequency process allows for welding much thicker fins than previously possible, potentially replacing methods like MIG, TIG, and stud welding, which tend to be costlier and require post-weld heat treatment.
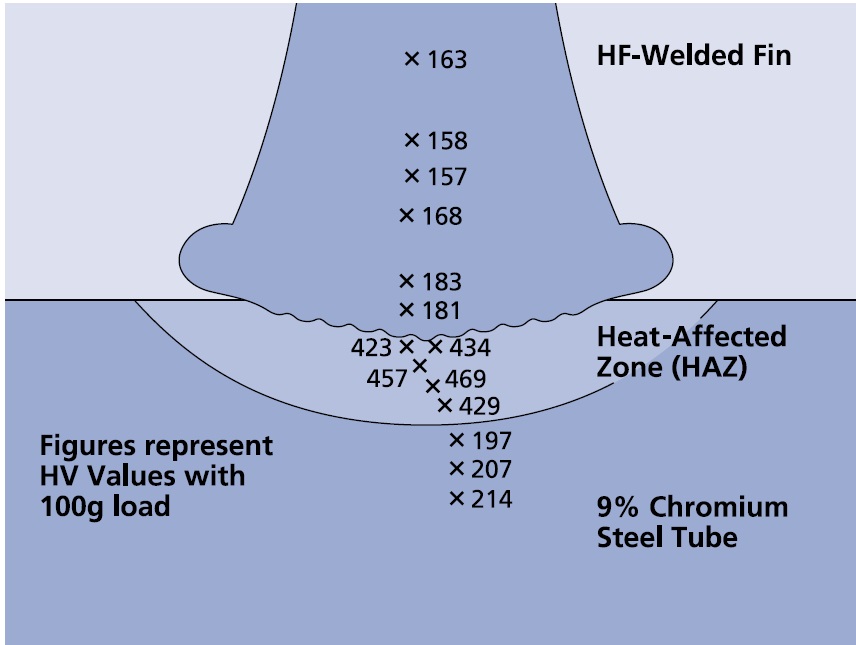
This process combines heat and pressure to achieve coalescence between the fin and tube. An electric current is applied through contacts on the fin and tube, generating the heat needed for welding. Maximum resistance and heating occur at the fin-tube interface, where pressure is applied using various tooling to forge the two together. This resistance welding process results in a robust metallurgical bond between the fin and the tube while minimizing the heat-affected zone (HAZ) in the tube.
Pressure also aids in minimizing the heat input required for welding, and the continuous water-drenching of the weld area keeps the tube cool, except in the immediate weld vicinity. Consequently, most common tube materials exhibit minimal changes in grain structure or physical properties when fins are welded to them. Exceptions include 3% to 9% chromium steels, which experience a shift from ferritic to martensitic microstructures in the heat-affected zone, leading to increased hardness.
In most cases, post-weld heat treatment for HF-welded fins is unnecessary for satisfactory service, even in the extreme scenarios mentioned, due to the superficial nature of microstructural changes.
Extended surface tubing weld quality
High-frequency resistance welding has made the process of attaching fins to tubes faster and more accessible. However, achieving consistently superior welds across the diverse materials required by the power, chemical, and petroleum industries still relies on operator skill and expertise.
Several elements should be considered when assessing the quality of a weld through superficial examination. To achieve fusion in resistance welding, the oxide layer on the tube and fin must be displaced from the weld area, often resulting in expulsion along the fins edges. It can be challenging to attain a satisfactory weld with no expulsion.
Corrugation at the fins base can also lead to poor weld quality. Therefore, weld area tooling must be designed to minimize corrugation. In cases where weld quality is paramount, serrated fins should be considered, as they address many welding problems associated with plain fins around the tube.
Extended surface tubing minimizing pressure drop
The way the fin is formed around the tube significantly impacts the pressure drop of fluid flowing through the fins. To reduce pressure drop, the fin should be perpendicular to the tube, and corrugation at the fins base must be controlled.
Standards vary in terms of allowable deviation from perpendicular positioning. The greater the lean of the fin, the more it blocks the free-flow area, increasing pressure drop. Similarly, corrugation at the fins base must be minimized for optimal performance.
In cases where corrugation control is challenging, segmented fins, which are not prone to this issue, should be considered as an alternative to achieve optimal performance.
In conclusion, the integration of extended surface tubing into heat recovery systems, particularly through high-frequency resistance welding, involves intricate processes that demand expertise and experience. Lord Fin Tube Ltd, our sister company, stands as a testament to the excellence in this field, providing exceptional services to major operators across various industries. Extended surface tubing |