

How to fabricate tube sheets?
The Process to Fabricate Tube Sheets
For procurement specialists and engineers sourcing heat exchanger components, understanding how to properly fabricate tube sheets is crucial for project success.
Materials to Fabricate Tube Sheets
The choice of material directly impacts performance, longevity, and cost. The selection depends on the operating environment, including pressure, temperature, and the corrosiveness of the shell-side and tube-side fluids.
| Material | Typical Grades | Best For / Advantages | Procurement Considerations |
|---|---|---|---|
| Carbon Steel | SA-516 Gr. 70, SA-285 Gr. C | High-pressure steam, oil & gas applications. Offers excellent strength-to-cost ratio. | Requires protective coatings or allowances for corrosion. Verify impact testing requirements for low-temperature service. |
| Stainless Steel | 304/304L, 316/316L, 321 | Corrosive environments (chemicals, saltwater), food & pharmaceutical processing. Good all-round corrosion resistance. | Higher initial cost but lower lifecycle cost in aggressive services. Specify low-carbon grades (L) for welded construction to prevent carbide precipitation. |
| Alloy Steels & Clad | SA-387 (Cr-Mo), SA-265 (Clad: CS/SS, CS/Ni) | High-temperature hydrogen service (Cr-Mo). Clad offers corrosion resistance on the process side with carbon steel backing for strength and economy. | Clad plates require specialized welding procedures. For Cr-Mo, strict control of post-weld heat treatment (PWHT) is mandatory. |
| Non-Ferrous Alloys | Brass, Cupronickel (90/10, 70/30), Titanium | Marine condensers (cupronickel), highly oxidizing or chloride-rich media (Titanium). Excellent specific corrosion resistance. | Premium material cost. Ensure supplier has experience with these alloys to avoid contamination and ensure proper heat treatment. |
Steps to Fabricate Tube Sheets
The manufacturing process is precision-driven. Deviations can lead to assembly issues, leaks, or premature failure. Here is the core sequence to fabricate tube sheets for reliable performance.
Cutting and Profiling
Plates are cut from stock material to the required diameter and shape (round, rectangular, or segmented). Methods include:
- Plasma Cutting: Efficient for carbon and stainless steels up to moderate thicknesses.
- Oxy-Fuel Cutting: Best for thick carbon steel plates.
- Waterjet Cutting: Ideal for materials sensitive to heat (e.g., some alloys, clad plate) as it creates no heat-affected zone (HAZ).
- Machining (Milling/Lathe): For final precision profiling, especially for grooves, channels, or sealing surfaces.
Drilling and Hole Preparation
This is the most critical phase. Hole pattern accuracy, size, finish, and perpendicularity are non-negotiable.
- CNC Tube Sheet Drilling: Modern CNC machines ensure precise hole location, pitch, and diameter. Deep-hole drilling techniques are used for thick sheets.
- Hole Tolerances: Typically, holes are drilled +1/64" to +0.004" over the tube OD for expansion, depending on the tube-to-tube sheet joint design.
- Surface Finish: Hole walls must be smooth, free of tears, spirals, or burns. A finish of 63-125 µin Ra is common. Reaming or boring is often a final step to achieve this.
- Ligament Checking: The minimal metal between holes (ligament) must be verified against design codes (e.g., ASME, TEMA) for structural integrity.
Tube Hole Grooving
For enhanced joint strength and leak prevention, grooves are machined into the tube holes.
- Purpose: Creates a mechanical lock during tube expansion, preventing joint loosening under thermal cycling and vibration.
- Types: Single or double grooves are standard. The groove dimensions (depth, width, location) are specified by the designer.
- Method: Performed with specialized grooving tools on a CNC machine or drilling machine after hole drilling.
Facing and Machining
The tube sheet faces are machined to ensure perfect flatness and sealing.
- The primary face (where tubes are expanded/welded) and the opposite face (which may seal against a gasket) are machined to a specified flatness (e.g., within 0.002" per foot).
- Pass partition grooves, bolt circles, and gasket surfaces are also precisely machined in this stage.
Welding and Post-Weld Treatment
For welded tube-to-tube sheet joints or attaching nozzles/pads.
- Procedures: Welding is performed per qualified Welding Procedure Specifications (WPS). Common methods: GTAW (TIG) for root passes, GMAW (MIG) for fill.
- Weld Examination: Visual (VT), liquid penetrant (PT), or radiographic testing (RT) as per code requirements.
- Stress Relief: Thick carbon steel or alloy steel tube sheets often require Post-Weld Heat Treatment (PWHT) in a furnace to relieve residual stresses and restore material properties.
Inspection Criteria for Fabricated Tube Sheets
Before approval, buyers should expect and review comprehensive inspection reports. Key Quality Control (QC) checkpoints include:
- Material Certification: MTR (Mill Test Report) verifying chemical composition and mechanical properties.
- Dimensional Report: Full as-built measurements: thickness, diameter, hole pattern accuracy (pitch, location), hole diameter and finish, ligament verification.
- Visual & NDE Reports: Reports for PT (surface defects) and UT (laminations). For critical services, volumetric testing like RT might be specified.
- Surface Condition: Verification that all surfaces are clean, free of oil, and protected as specified (e.g., VCI paper, temporary coating).
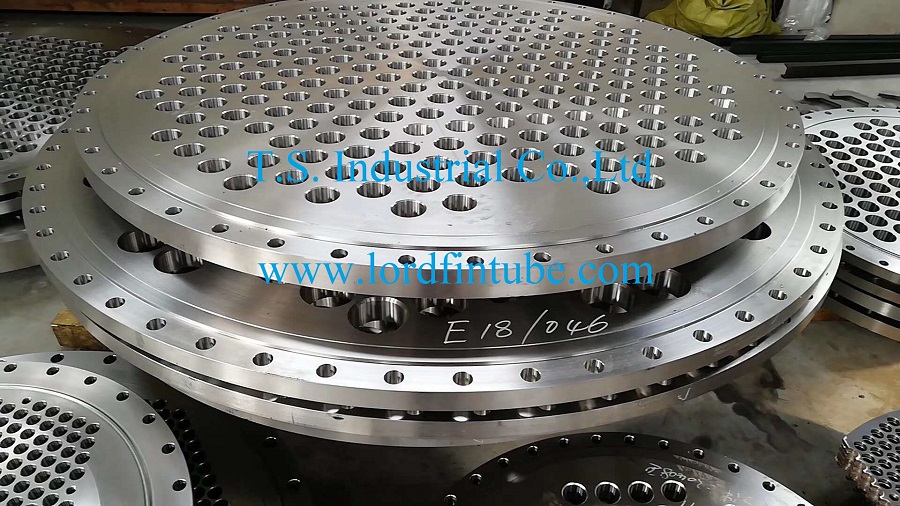
Precision CNC drilling is essential to fabricate tube sheets with accurate hole patterns for optimal heat exchanger assembly and performance.