

Structural Characteristics and Industrial Application Review of Multi-Riffle Tubes
In high-pressure and high-temperature heat exchange systems such as power, thermal, and chemical engineering industries, ordinary smooth steel tubes are prone to film boiling, low heat transfer efficiency, tube overheating and tube burst problems, which seriously restrict the operational efficiency and safety stability of equipment. As a special seamless tube for high-efficiency heat transfer enhancement, the multi-riffle tube (hereinafter referred to as Riffle Tube) optimizes the fluid flow state inside the tube thoroughly with its unique internal spiral rib structure and solves the core shortcomings of traditional smooth tubes. It has now become a core supporting component for large utility boilers and high-end heat exchange equipment, as well as a key functional tube in the field of industrial energy-saving heat exchange.
1. Product Definition and Core Structural Characteristics
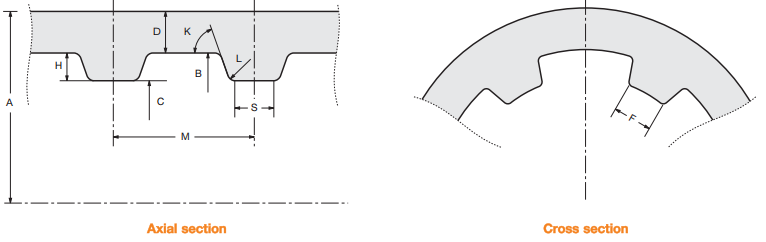
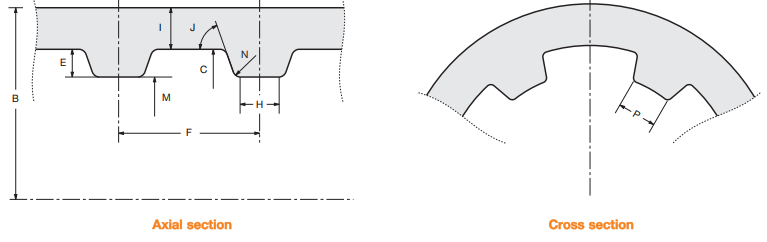
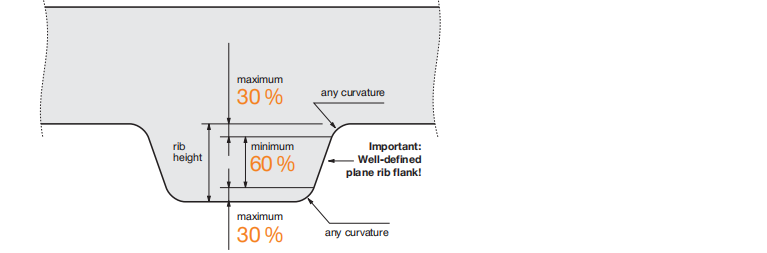
A multi-riffle tube is a high-efficiency heat transfer tube manufactured by processing multiple continuous spiral ribs (rifling) on the inner wall of seamless steel tubes through a precision cold drawing process. Different from ordinary single-start internal rifled tube, its multi-start spiral groove structure serves as the core identifier and the fundamental basis for its efficient heat transfer performance. The tube retains the advantages of high strength and high tightness of seamless steel tubes with a smooth and regular outer wall. The inner wall is uniformly distributed with multi-start spiral patterns composed of alternating raised positive ribs and recessed negative grooves, featuring accurate structural dimensions and continuous and uniform patterns.
Mainstream multi-riffle tubes in the industry are divided into two series with differentiated structural parameters to adapt to different working conditions: conventional Type A and Type B multi-riffle tubes adopt a unified spiral angle of 30°, serving as the most widely used basic models; optimized multi-riffle tubes feature an upgraded structural design with a spiral angle increased to 40°, delivering stronger fluid disturbance and superior heat transfer performance. The groove depth, pitch and number of starts of all tube models can be customized according to equipment operating parameters to adapt to heat exchange scenarios with different pressures, temperatures and medium flow velocities.
2. Working Principle of Enhanced Heat Transfer
Under high-pressure and high-temperature heat exchange conditions, water and steam media inside ordinary smooth steel tubes tend to form static wall-attached gas films, resulting in film boiling. This phenomenon severely hinders heat transfer and causes local overheating of tube walls, accelerating tube aging and triggering tube burst failures. Through physical structural modification, multi-riffle tubes fundamentally solve this industrial pain point, and their heat transfer enhancement principle is mainly reflected in three aspects.
Turbulent Flow Enhancement
The multi-start spiral ribs forcibly disturb the fluid, break the laminar boundary layer, avoid stable wall-attached gas films, and keep fluid in turbulent state, significantly improving heat exchange efficiency.
Extended Heat Transfer Stroke
Spiral patterns guide fluid in spiral trajectory, extending effective heat transfer stroke, increasing contact area and time between medium and tube wall.
Self-Cleaning & Temperature Equalization
Continuous spiral scouring cleans inner wall, inhibits scale adhesion, reduces thermal resistance, equalizes temperature field, eliminates film boiling hazards.
Test data shows that under the same working conditions, the comprehensive heat transfer efficiency of multi-riffle tubes is more than 30% higher than that of ordinary smooth tubes. They can maintain stable heat transfer performance under high-dryness steam conditions, making them suitable for harsh industrial heat exchange environments.
3. Product Classification and Material Standards
3.1 Structural Classification
1. Conventional Multi-Riffle Tubes (Type A & Type B): Adopting a standard 30° spiral angle, these tubes feature stable structure and high cost performance. They are suitable for water-cooled walls of conventional utility boilers and ordinary heat exchange equipment, meeting the needs of most medium and high-pressure heat exchange working conditions, and are the mainstream general-purpose models in the industry.
2. Optimized Multi-Riffle Tubes: Designed with a large 40° spiral angle, these tubes achieve significantly enhanced fluid disturbance and turbulence effects. With better heat transfer performance than conventional models, they are specially developed for harsh high-temperature and high-pressure working conditions of supercritical and ultra-supercritical boilers.
3.2 Common Materials and Implementation Standards
Multi-riffle tubes are manufactured from high-quality seamless steel tubes, mainly low-carbon steel and low-alloy steel, which have the characteristics of high strength, high temperature resistance, creep resistance and corrosion resistance. Mainstream materials include SA210A1 and SA213T12, fully adapting to long-term operation under high-temperature and high-pressure conditions. Products strictly comply with ASTM, ASME and domestic power industry standards. All products undergo precision inspection on dimensional accuracy, mechanical properties and heat transfer performance, with better pressure resistance and longer service life than ordinary heat exchange tubes.
| Parameter | Conventional (Type A/B) | Optimized Multi-Riffle Tube |
|---|---|---|
| Spiral Angle | 30° | 40° |
| Heat Transfer Increase (vs Smooth Tube) | ≥30% | ≥38% |
| Typical Application | Subcritical boilers / General HX | Supercritical / Ultra-supercritical boilers |
| Fluid Disturbance Level | High | Very High (Enhanced Turbulence) |
4. Core Performance Advantages
Excellent Heat Transfer Efficiency
Multi-start spiral structure strongly disturbs fluid, eliminates film boiling; efficiency up by >30% vs smooth tubes, reduces energy consumption.
Stable Operation Safety
Uniform spiral scouring equalizes tube wall temperature, eliminates local overheating, tube burst, bulging; improves continuous operation stability.
Anti-Scaling & Anti-Fouling
Continuous spiral flow inhibits scale/dust adhesion, avoids thermal resistance increase, reduces maintenance cost.
Reliable Mechanical Properties
Integrated seamless cold drawing process, high strength, uniform wall thickness, excellent pressure/temperature/creep resistance.
Wide Adaptability
Customizable thread start number, spiral angle, groove depth, tube diameter to match boilers & heat exchangers in power/chemical/heating industries.
5. Production and Processing Technology
Multi-riffle tubes are mainly produced by a precision cold drawing molding process with no welding or splicing throughout the process, ensuring the integrity and structural stability of the tubes. The standardized and rigorous technological process is as follows: first, high-quality seamless steel tube blanks are selected and inspected through flaw detection, wall thickness measurement and surface cleaning to eliminate defective materials; then, special precision molds are used to process multi-start spiral grooves on the inner wall of steel tubes at room temperature, with precise control of core parameters such as pitch, spiral angle and groove depth; after molding, the tubes are shaped, straightened and deburred to ensure regular outer walls and uniform inner wall patterns; finally, multiple quality inspection procedures including hydrostatic testing, non-destructive flaw detection, dimensional verification and heat transfer performance testing are implemented to ensure all technical indicators meet standards and eliminate defective products. The integrated cold drawing process can maximally retain the mechanical properties of the base material and avoid performance attenuation caused by high-temperature processing.
6. Main Industrial Application Scenarios
- Thermal Power Utility Boilers: Widely used in water-cooled wall tubes and evaporator tubes of subcritical, supercritical and ultra-supercritical utility boilers. Solve film boiling and wall overheating, improve power generation efficiency.
- Industrial Heat Exchange Equipment: Applied to high-pressure heat exchangers, evaporators and condensers in chemical, petroleum and heating industries, enhance heat transfer efficiency, reduce equipment volume and energy consumption.
- Special Thermal Equipment: Suitable for high-temperature high-pressure steam generation and waste heat recovery equipment, efficiently recover industrial waste heat, support green & low-carbon development.
7. Conclusion
With its unique internal multi-start spiral structure, the multi-riffle tube fundamentally overcomes the core defects of traditional heat exchange tubes, realizing multiple advantages including enhanced heat transfer, uniform temperature control, anti-scaling and anti-burst performance, and energy saving. Featuring reliable mechanical properties, outstanding heat transfer performance and wide working condition adaptability, it has become an indispensable core heat exchange component in thermal power, chemical, heating and other industrial fields. Against the background of industrial energy-saving upgrading, multi-riffle tubes will continue to give full play to their technical advantages to support the efficient, safe and low-carbon operation of industrial thermal equipment, with broad market application prospects and continuous technical iteration potential.
For more detailed specifications and custom design, explore the internal rifled tube solutions that empower heat exchangers with superior efficiency.