Boiler air preheater vs Economizer
2024-11-10Leave a message
The boiler air preheater and economizer are two commonly used devices in industrial production, playing a significant role in improving boiler thermal efficiency, saving energy, and reducing environmental pollution. The economic benefits of waste heat recovery from flue gas to air, and flue gas to steam, achieved by air preheaters and economizers, cannot be ignored.
The boiler air preheater is a device that uses air to preheat the burner, primarily aimed at enhancing combustion efficiency, reducing emissions, and lowering boiler wear and failure rates. Additionally, under low-load conditions, the boiler air preheater ensures stable combustion, preventing sudden flame extinguishment. In contrast, the economizer is a device that uses waste flue gas from the boiler to heat feedwater, thereby improving boiler thermal efficiency, reducing coal consumption, decreasing flue gas emissions, and boiler scaling, and extending boiler service life.
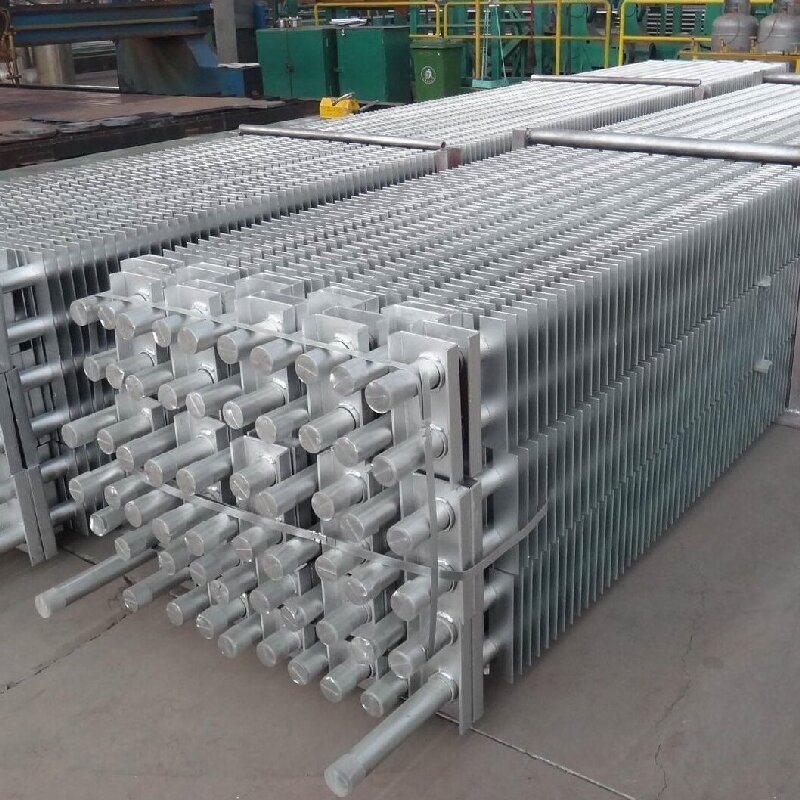
Structure of the Economizer:
Generally designed as a serpentine tube heat exchanger, it consists of numerous parallel serpentine seamless steel tubes and inlet and outlet headers. Feedwater, pumped in through the tubes, exchanges heat with the flue gas outside the tubes, raising its temperature before entering the steam drum.
Typically, the flue gas flows downward, creating counterflow with the water, increasing heat transfer temperature and enhancing heat transfer efficiency.
Placement of the Economizer:
Positioned at the rear of the boiler where flue gas temperature is relatively low.
Large boilers now commonly use suspended economizers, with outlet header pipes suspending not only the economizer but also the superheater and reheater.
Main Functions of the Economizer:
i. The economizer absorbs low-temperature heat from the tail flue gas, lowering the boiler’s flue gas temperature, thus improving boiler efficiency and saving fuel.
ii. By preheating the water entering the boiler drum, the economizer reduces the temperature difference between the drum wall and the feedwater, lowering thermal stress on the drum and extending its life.
Structure of the Air Preheater:
The air preheater generally comes in tube-type, plate-type, and rotary types, with both employing partition-type heat transfer methods.
Placement of the Air Preheater:
Typically located at the boiler outlet, the air preheater allows air to exchange heat with the flue gas. The heated air is then sent to the burner to support combustion, leading to energy savings in electric boilers and coal savings in coal-fired boilers.
Functions of the Air Preheater:
i. The air preheater cools the flue gas using air at a temperature much lower than feedwater, recycling heat from the flue gas to further reduce the exhaust temperature and lower exhaust heat loss. Experimental and theoretical calculations show that every 10-degree reduction in flue gas temperature can improve boiler efficiency by approximately 0.7%.
ii. Preheated air entering the furnace improves and enhances combustion, ensuring stable ignition at low loads. Thermal tests indicate that a 100-degree increase in combustion air temperature can raise the theoretical combustion temperature in the furnace by about 30–40 degrees.
iii. The increase in temperature of the hot air fed into the furnace raises the average flame temperature, thereby enhancing radiant heat transfer within the furnace. With the same evaporative heat absorption, the heated surface of the water-cooled wall tubes can be reduced, saving on metal consumption.
iv. Hot air can also serve as a drying agent for the pulverizing system.
With high boiler temperatures, exhaust gas temperatures can reach several hundred degrees, necessitating the installation of an air preheater. It effectively recycles wasted heat for reuse, thereby conserving coal, electricity, and gas.
Additionally, the choice of boiler air preheater and economizer should align with different boiler types and operating conditions. Air preheaters are suitable for thermal power stations, industrial boilers, and hot water boilers, while economizers are ideal for boilers in large industrial and mining enterprises, such as in the chemical, steel, power, and textile industries.