Lord Fin Tube-Studded Tubes Inspection
Studded tubes are widely used in various industrial applications, particularly in heat exchangers and boilers. The studs, which are typically welded onto the outer surface of the tubes, enhance heat transfer efficiency and increase mechanical strength. Inspection of studded tubes is crucial to ensure their integrity, performance, and longevity. Here are some common methods used for studded tubes inspection:
How to inspection the studded tubes?
Studded tubes size inspection:
When it comes to size inspection of studded tubes, it typically involves verifying the dimensions and specifications of the tubes to ensure they meet the required standards.
1. Outer Diameter (OD): The outer diameter of the tube is measured to ensure it conforms to the specified dimensions. This measurement is usually taken at multiple points along the length of the tube to check for consistency.
2. Wall Thickness: The wall thickness of the studded tube is measured to ensure it meets the required specifications. This measurement is important for assessing the tubes structural integrity and its ability to withstand the intended operating conditions.
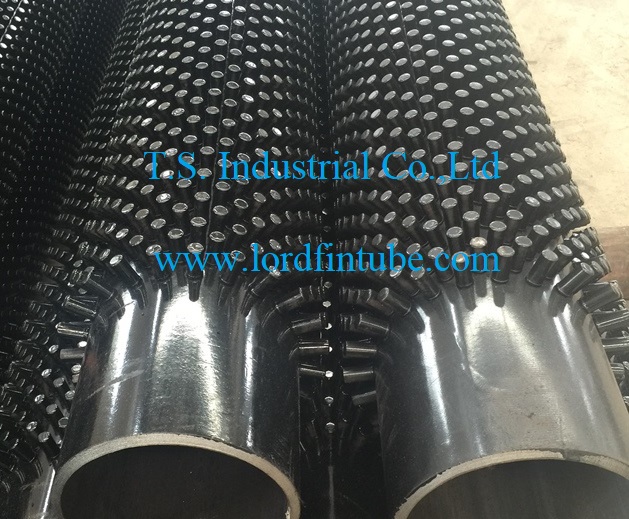
3. Stud Dimensions: The dimensions of the studs, including their diameter, height, and spacing, are inspected to ensure they meet the design requirements. This involves measuring the stud dimensions and comparing them against the specified values.
4. Stud Projection: The projection of the studs from the tubes outer surface is measured to ensure they extend to the required height. This measurement is important because the studs height affects their heat transfer efficiency and performance.
5. Stud Weld Quality: In addition to the dimensions, the quality of stud welds is also inspected. This involves assessing the weld integrity, including the strength of the bond between the studs and the tubes surface. Visual inspection or non-destructive testing methods, such as ultrasonic testing, may be used to evaluate the weld quality.
During size inspection, specialized measurement tools, such as calipers, micrometers, or ultrasonic thickness gauges, are commonly used to take accurate measurements. The inspection is typically performed by trained inspectors who have a good understanding of the studded tube specifications and the required tolerances.
2. Visual Inspection: Visual examination is the simplest and most basic form of inspection. It involves visually examining the studded tubes for any signs of damage, such as corrosion, erosion, cracks, or loose studs. This inspection method is typically performed by trained inspectors who closely observe the surface of the tubes.
3. Non-Destructive Testing (NDT): NDT methods are widely used for studded tube inspection. These techniques allow for the detection of internal and external defects without causing damage to the tubes. Some commonly used NDT methods include:
a. Ultrasonic Testing (UT): UT uses high-frequency sound waves to detect defects and measure the thickness of the tubes. It can identify flaws such as corrosion, erosion, cracks, and faulty stud welds.
b. Magnetic Particle Testing (MPT): MPT is used to detect surface and near-surface defects in ferromagnetic materials. Magnetic particles are applied to the tubes surface, and if there is a defect, the particles will be attracted to and accumulate around it, making it visible to inspectors.
c. Eddy Current Testing (ECT): ECT is effective for detecting surface cracks and corrosion in conductive materials. It works by inducing eddy currents in the material and analyzing changes in the electrical conductivity.
d. Radiographic Testing (RT): RT involves the use of X-rays or gamma rays to examine the internal structure of studded tubes. It can detect defects like cracks, corrosion, or voids.
4. Destructive Testing: In certain cases, destructive testing may be performed to assess the mechanical properties of the studded tubes. This involves taking samples from the tubes and subjecting them to various tests, such as tensile testing, hardness testing, or metallographic examination. Destructive testing is typically used for quality control purposes during manufacturing or for investigating failed components.
5. Hammer test, also known as the "tap test" or "sounding test," is a simple and quick inspection method commonly used for studded tubes. It involves tapping the surface of the tubes with a small hammer or a similar instrument and listening to the resulting sound or vibration. This test helps identify any loose studs or bonding issues between the studs and the tube.
It is important to note that studded tube inspection should be carried out by trained personnel who have expertise in the specific inspection methods being used. The appropriate inspection technique depends on factors such as the type of defect being targeted, accessibility of the tubes, and the desired level of detail required from the inspection. Consulting with qualified inspection professionals or inspection service providers is recommended to ensure the most suitable inspection approach for your specific studded tube application.