

Lord Fin Tube--High-frequency welding serrated finned tube
What is High-Frequency Welding Serrated Finned Tube?
High-frequency welding serrated finned tube represents a sophisticated heat transfer enhancement technology where steel fin strips are first precision-serrated before being welded onto base pipes using high-frequency electrical currents. This manufacturing process leverages the skin effect phenomenon, where high-frequency currents concentrate on the surface of conductors, generating localized high temperatures that create a metallurgical bond between the fin and pipe.
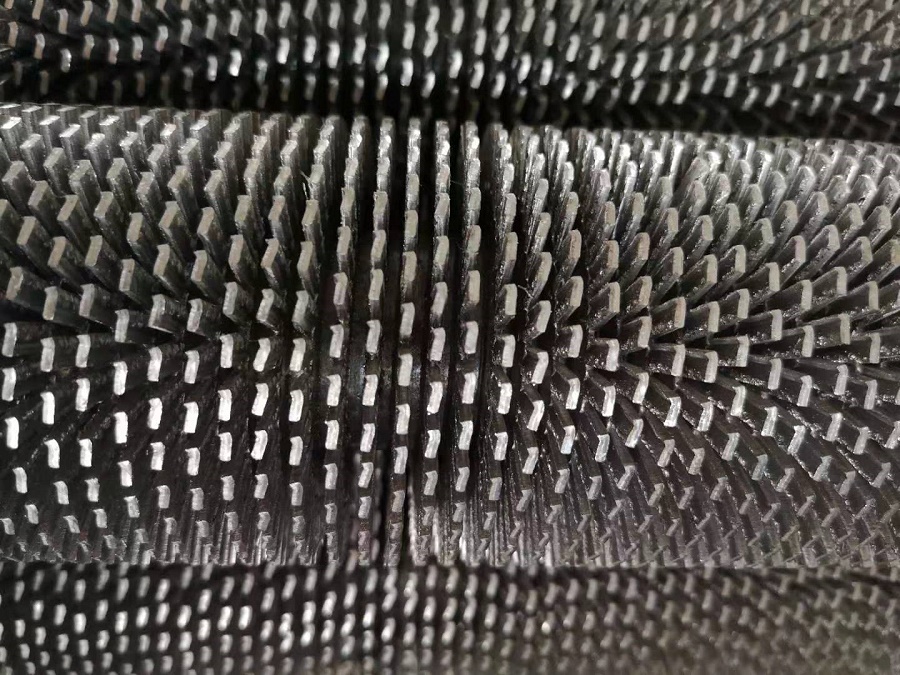
The distinctive serrated design of the fins creates turbulence in fluid flow, disrupting boundary layers and significantly improving heat transfer coefficients. This technology delivers superior performance compared to smooth finned tubes, with enhanced thermal efficiency and self-cleaning properties that reduce fouling in demanding industrial environments.
Key Advantage: The serrated fin design increases surface area by 200-400% compared to bare tubes while creating turbulent flow that improves heat transfer efficiency by 25-50% over smooth finned tubes.
High-Frequency Welding Serrated Finned Tube Manufacturing Process
High-Frequency Welding Mechanism
The manufacturing process begins with precision feeding of base pipes from automated storage systems into specialized chucking mechanisms. Simultaneously, steel strip material undergoes precision serration before entering the welding station. The high-frequency welding process utilizes two fundamental electromagnetic principles:
- Skin Effect: High-frequency currents (typically 200-450 kHz) concentrate on the surface of conductors, generating intense localized heating at the fin-pipe interface
- Proximity Effect: Current concentration increases where conductors are closest, precisely targeting the welding zone between fin and pipe
This controlled heating raises the interface to plastic or molten state while applying precise pressure, creating a continuous metallurgical bond along the entire fin length. The solid-phase welding achieves fusion rates exceeding 95%, with the entire process governed by PLC automation for consistent quality.
Advanced Process Control
Modern high-frequency welding systems incorporate real-time monitoring of critical parameters including temperature, pressure, and power input. Advanced feedback systems automatically adjust welding parameters to maintain optimal conditions despite variations in material properties or environmental factors.
Technical Specifications and Production Capabilities
Production Line Specifications
Quality Standards and Technical Indicators
High-frequency welded serrated finned tubes manufactured to JB/T 6512 standards demonstrate exceptional dimensional stability and mechanical performance:
Dimensional Tolerances
- Outer Diameter Deviation: ≤ 1.5mm
- Fin Tilt Angle: ≤ 8°
- Fin Pitch Deviation:
- Average variation in any 10 pitches: ≤ 0.5mm
- Total length deviation: ±10mm maximum
- Fin count deviation: ±1.5% maximum
Welding Quality Metrics
- Unwelded Sections: Length less than tube diameter, maximum 50mm
- Weld Defects: Minimal unwelded seams per meter length
- Pull-off Strength: ≥196MPa
- Fusion Rate: ≥80% (typically 95%+ in production)
High-Frequency Welding Serrated Finned Tube Material and Applications
High-frequency welding technology accommodates diverse material combinations to meet specific operational requirements:
| Base Pipe Materials | Fin Materials | Typical Applications |
|---|---|---|
| Carbon Steel (ASTM A179, A192) | Carbon Steel | Boilers, Heat Recovery Systems |
| Stainless Steel (304, 316, 321) | Stainless Steel | Chemical Processing, Food Industry |
| Low-Alloy Steel | Low-Alloy Steel | Power Generation, High-Temperature Services |
| Various Corrosion-Resistant Alloys | Compatible Alloys | Marine, Corrosive Environments |
Industrial Applications
- Heat Recovery Steam Generators (HRSG): Efficient waste heat recovery from turbine exhaust
- Process Heaters: Petrochemical and refining applications
- Air-Cooled Heat Exchangers: Power plant condensers and process coolers
- Boilers and Economizers: Enhanced heat transfer in steam generation systems
- Drying Systems: Industrial drying and process air heating
High-Frequency Welding Serrated Finned Tube Production Line
The complete high-frequency welding serrated finned tube production system integrates multiple specialized components:
Control and Automation
The entire manufacturing process is governed by sophisticated PLC (Programmable Logic Controller) systems that monitor and adjust all critical parameters in real-time. This automation ensures consistent quality, reduces human error, and enables precise repeatability across production batches.
Performance Advantages of Serrated Fin Design
The serrated fin configuration provides significant performance benefits over conventional smooth fin designs through multiple enhancement mechanisms.
Heat Transfer Enhancement
Serrated fins disrupt thermal boundary layers and create turbulent flow patterns that significantly improve heat transfer coefficients. The interrupted fin surface continuously renews the boundary layer, preventing the development of thermally resistive laminar sublayers that impede heat transfer in smooth fin designs.
Fouling Resistance
The turbulent flow created by serrated fins reduces particulate deposition and fouling accumulation. The discontinuous fin surface prevents continuous fouling layers from forming, and the enhanced turbulence helps dislodge and remove accumulated deposits, extending maintenance intervals and maintaining efficiency.
Structural Integrity
Despite the interrupted fin profile, high-frequency welding creates a continuous metallurgical bond along the entire fin base, maintaining structural integrity while providing enhanced thermal performance. The welding process ensures excellent resistance to thermal cycling and mechanical vibration.
High-Frequency Welding Serrated Finned Tube Quality and Standards
All high-frequency welded serrated finned tubes are manufactured in compliance with JB/T 6512 standards ("High Frequency Resistance Welding Spiral Fin Tube Boiler Manufacturing Technical Conditions"). Our quality assurance program includes:
- Dimensional verification and tolerance monitoring
- Destructive and non-destructive weld testing
- Material certification and traceability
- Pressure testing and performance validation
- Documented quality records for every production batch